Inside the KZ Engine Continued....
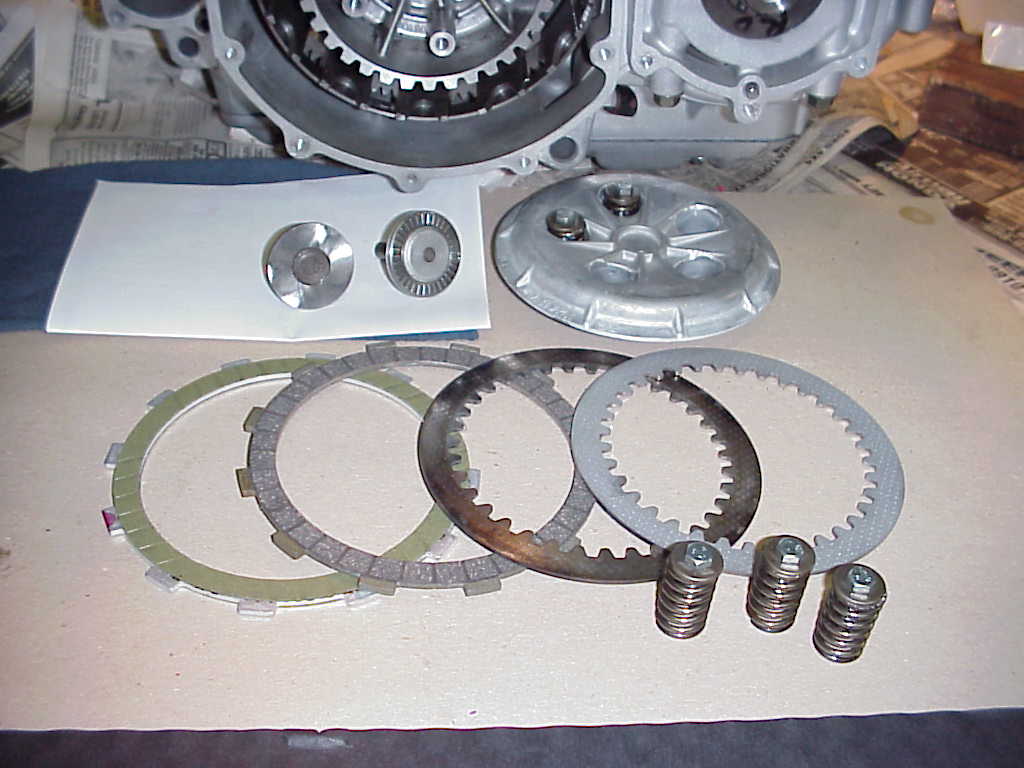
The clutch basics laid out....from the left, a Barnett high-perf
plate, a stock plate, a burnt and glazed
stock steel plate, and a glass-blasted stock plate. We often
use a 50-50 clutch in our engines....
alternating performance and stock plates. This gives a clutch
that grabs better than stock, and retains
the smooth operation of the stock clutch. Glass-blasting steel
plates removes the glaze and in addition to grabbing better, they also retain
oil better. We also often use a ball-bearing
clutch pusher (at top left) instead of the
stock pusher...This smooths out the clutch operation, and prevents the pushrod
welding itself to the pusher bearing under stress. The springs are stock....they
work fine. On the street, heavy springs are not necessary and just make the
clutch lever harder to pull in.
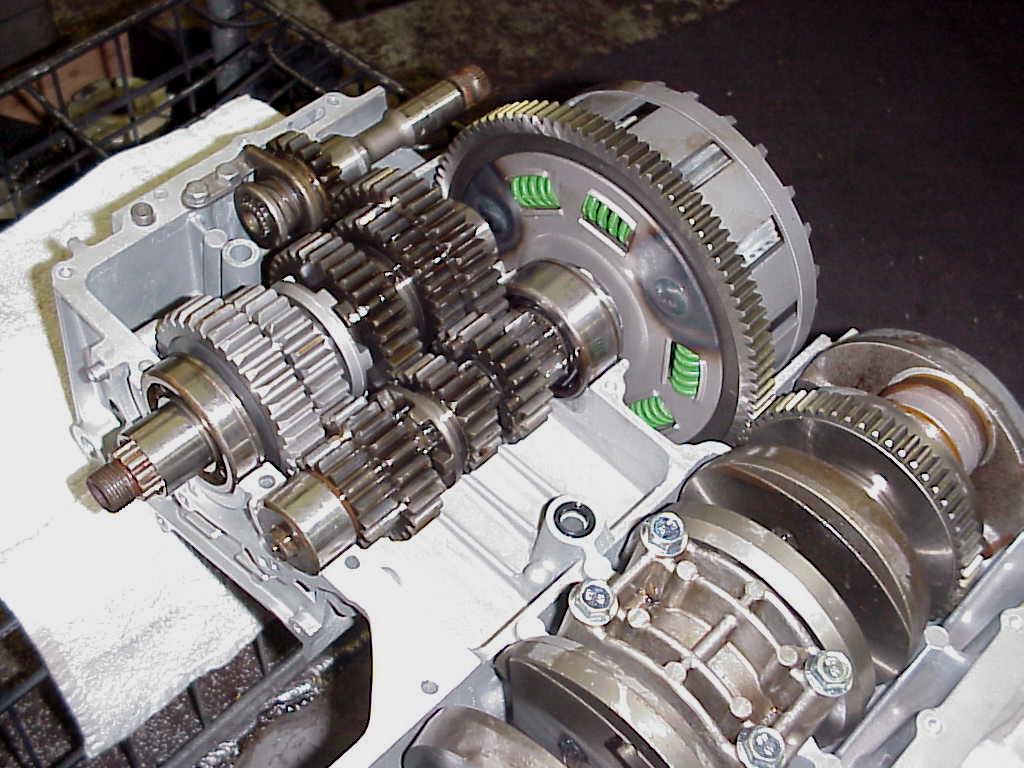
As seen below.......In addition to the clutch plates, a
reinforced outer hub can also be installed....
These hubs have had the shock-absorbing springs replaced with
stiffer parts, and the rivets are welded...
No street engine can challenge this unit....The undercut 2nd
/ 5th gearset can also be seen on the
countershaft in this picture.... A new sprocket shaft spacer
keeps the seal from leaking.....

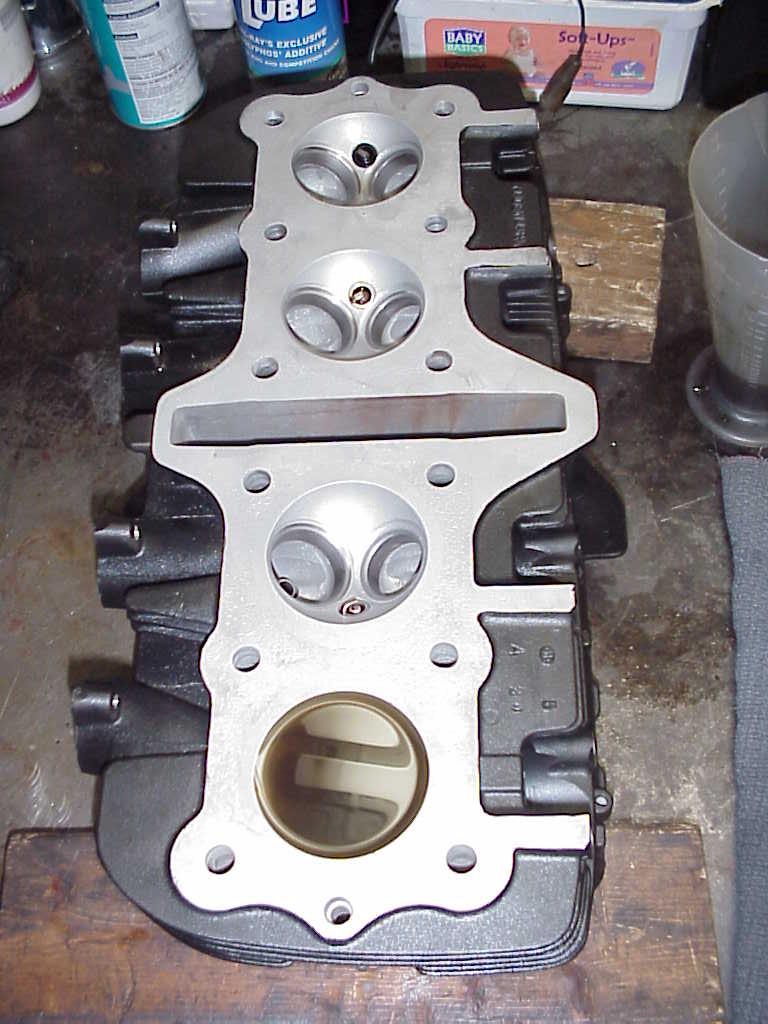
The quality of the seal at the valve and its seat is one
of the most critical elements in an engine's
ability to make power. A basic "three angle valve job" consists
of a 45 degree cut at the valve's
face (contact surface) matched to a 45 degree cut on the
valve seat in the head.....this mating
surface at the seat isolated by a 60 degree cut on the inside,
and a 30 degree cut on the outside.
Hand cutting of these surfaces is time consuming, but allows
the engine builder to adjust every
dimension exactly. A stock engine with
a good valve job will outperform many "high performance"
engines with poor attention to
the basics. This engine will not be stock....and will benefit even
more from attention to details.